What Is High Pressure Die Casting? The Complete HPDC Process Guide
Jul 07, 2026
Innovaw

Global manufacturers now produce billions of metal components a year using a single process capable of holding tolerances within fractions of a millimeter while running non-stop, around the clock. That process is high pressure die casting, and it now accounts for the majority of non-ferrous metal parts made worldwide.
This guide breaks down exactly how HPDC works, what metals it can cast, and where it fits into modern production. Whether you're sourcing parts or evaluating tooling, you'll find clear, practical answers here, especially useful if you are:
- An engineer specifying materials and tolerances for a new part
- A procurement or product manager comparing manufacturing processes
- A student or researcher building foundational knowledge of casting technology
At its core, this guide covers one central idea: HPDC turns molten metal into precise, repeatable parts at scale, and choosing the right process, material, and partner makes all the difference in cost and quality. Read on to see how each piece fits together.
Table of Contents
- What Is HPDC and Why Does It Matter in Modern Manufacturing?
- How Does the High Pressure Die Casting Process Work?
- What Metals Can Be Used in HPDC Casting?
- What Do the HPDC Die and Mold Actually Look Like?
- What Are the Advantages and Limitations of High Pressure Die Casting?
- What Are the Most Common HPDC Defects and How Are They Prevented?
- Where Is HPDC Used Across Industries?
- Is HPDC Changing for Large Automotive Structural Parts?
- Is High Pressure Die Casting the Right Process for Your Project?
- Frequently Asked Questions About HPDC
- Ready to Start Your HPDC Project?
What Is HPDC and Why Does It Matter in Modern Manufacturing?
HPDC stands for high pressure die casting. Molten metal is forced into a steel die under extreme pressure, then solidifies in seconds. The result is a precise, near-net-shape metal part, ready for production without heavy secondary work.
The process is often compared to plastic injection molding, but for metal. Same logic: a reusable steel tool, high-speed injection, thousands of identical parts.
What sets HPDC apart is pressure. Gravity and low pressure casting rely on slow, low-force filling. HPDC injects metal fast enough that it fills thin sections before solidifying.
This difference is easier to see side by side:
| Process | Typical Fill Pressure | Fill Time | Best For |
|---|---|---|---|
| Gravity die casting | Atmospheric | Seconds to minutes | Simple shapes, thick walls |
| Low pressure die casting | ~1–1.5 bar | Several seconds | Wheels, structural parts |
| High pressure die casting | 700–2,000+ bar | Milliseconds | Thin walls, complex geometry, high volume |
This capability matters more as products evolve. Thinner walls. Tighter tolerances. More integrated features per part. HPDC meets these requirements while keeping cycle times short and unit costs low at volume.
That is why HPDC accounts for the majority of non-ferrous die castings produced today. It isn't the cheapest tooling option. It is the process that delivers speed, dimensional accuracy, and repeatability together, at production scale.
How Does the High Pressure Die Casting Process Work?
The hpdc casting process follows a tight sequence. Each step takes seconds. Together, they turn liquid metal into a finished part.
Here is the typical hpdc process, start to finish:
| Step | What Happens |
|---|---|
| 1. Melting | Metal ingots are heated to casting temperature in a furnace |
| 2. High-Speed Injection | Molten metal is shot into the die cavity in milliseconds |
| 3. Intensification (Holding Pressure) | Extra pressure is held to pack the metal and reduce voids |
| 4. Solidification | Metal cools and hardens against the steel die walls |
| 5. Ejection | The die opens, ejector pins push the casting free |
| 6. Trimming | Gates, runners, and flash are removed from the casting |
This sequence repeats every cycle, often in under a minute.
Hot Chamber vs. Cold Chamber HPDC Process
Not every hpdc die casting process uses the same equipment. The choice comes down to the metal's melting point.
Hot chamber machines keep the furnace attached to the injection system. Molten metal is always ready to shoot. This suits low-melting-point metals like zinc and magnesium.
Cold chamber machines keep the furnace separate. Molten metal is ladled into the injection sleeve for each shot. This protects the machine from the higher heat of aluminum, which would damage a hot chamber system over time.
What Metals Can Be Used in HPDC Casting?
HPDC works with non-ferrous metals only. Iron and steel are never cast this way. Three alloy families dominate the process: aluminum, zinc, and magnesium.
| Metal | Key Strength | Common Applications |
|---|---|---|
| Aluminum | Best strength-to-weight ratio, corrosion resistant | Automotive housings, EV battery trays, enclosures |
| Zinc | Highest precision, thinnest achievable walls | Connectors, small hardware, precision fittings |
| Magnesium | Lightest structural metal available | Aerospace brackets, laptop frames, steering components |
Of the three, aluminum sees the widest use across industries.
So what is aluminium HPDC casting, exactly? It is the same high pressure injection process, applied to aluminum alloys such as ADC12 or A380. Aluminum earns its top spot for three reasons: a strong weight ratio, good thermal conductivity, and moderate raw material cost. That combination makes it the default choice for structural and thermal management parts, especially in automotive and electronics.
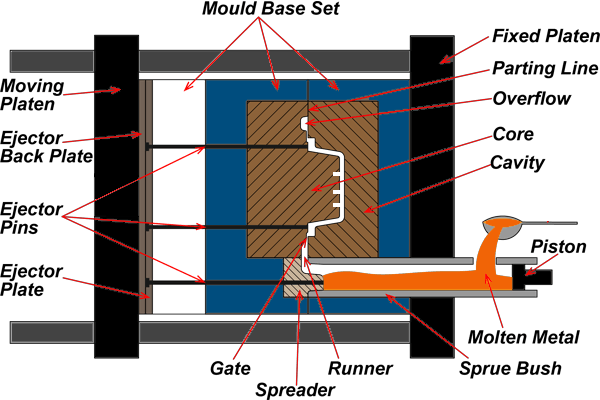
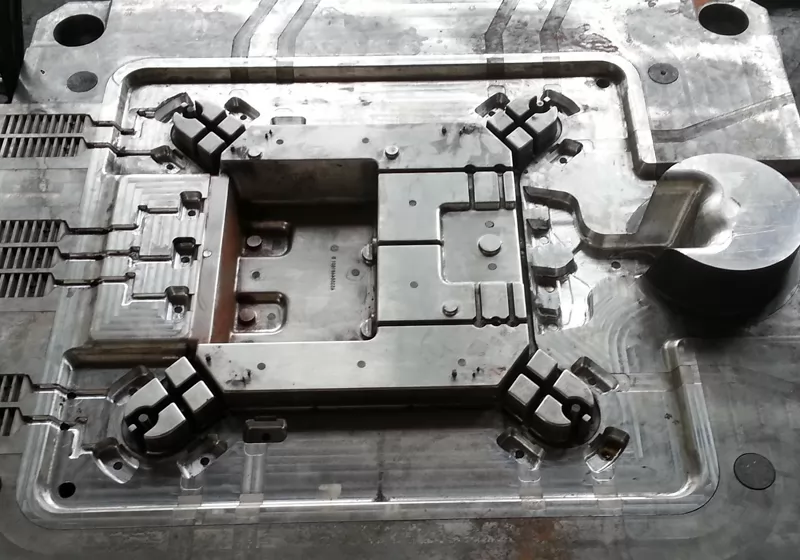
What Do the HPDC Die and Mold Actually Look Like?
Every hpdc die is built from two halves. One is fixed to the machine. The other moves to open and close the tool.
The fixed half connects to the injection side and holds the sprue or gate where metal enters.
The moving half carries the ejector pins that push the finished part out once it solidifies.
Between the two halves sits the cavity, the exact negative shape of the final part. Runners and gates channel molten metal into that cavity. Vents let trapped air escape as metal fills the space. Cores shape any internal features, like holes or bosses.
Together, this is the hpdc mold. Steel construction lets it survive tens of thousands of cycles under repeated heat and pressure.
Single-Cavity vs. Multi-Cavity Molds
A single-cavity mold produces one part per cycle. It suits large parts or lower volumes.
A multi-cavity mold repeats the same cavity several times across one tool. Each shot produces multiple identical parts. This lowers cost per unit for high-volume programs, though tooling costs more upfront.
What Are the Advantages and Limitations of High Pressure Die Casting?
HPDC earns its place in high-volume manufacturing for clear reasons. It also comes with real constraints.
| Advantages | Limitations |
|---|---|
| Fast cycle times, suited to high-volume output | Not usable for ferrous metals like steel or iron |
| Thin walls down to roughly 0.5–1mm | High upfront tooling cost |
| Tight tolerances and strong repeatability | Design changes after tooling are expensive |
| Excellent surface finish, often needing no machining | Some porosity risk, limiting heat treatment options |
In short, HPDC rewards scale. The higher the production volume, the more these advantages outweigh the tooling investment.
What Are the Most Common HPDC Defects and How Are They Prevented?
Even a well-run hpdc process can produce defects if parameters drift. Four issues show up most often.
| Defect | Cause | Prevention |
|---|---|---|
| Porosity | Trapped air or gas during fast fill | Improved venting, optimized gate design |
| Shrinkage | Metal contracts unevenly while cooling | Holding pressure, better cooling channel layout |
| Cold Shut / Misrun | Metal cools before fully filling the cavity | Higher injection speed, adjusted metal temperature |
| Flash | Metal escapes at the parting line | Proper clamping force, well-maintained die |
Getting ahead of these issues takes process control and design experience. We've put together a high pressure die casting defects PDF that walks through causes and fixes in more detail. It's a useful reference for engineers reviewing part designs before tooling starts.
Where Is HPDC Used Across Industries?
HPDC shows up anywhere a product needs light, precise, high-volume metal parts.
Automotive: engine brackets, transmission housings, EV battery enclosures, structural body components.
Electronics: heat sinks, device housings, connector shells, EMI shielding parts.
Medical: surgical tool housings, diagnostic equipment frames, portable device casings.
Aerospace: lightweight brackets and housings where weight savings matter directly.
Across all four, the common thread is the same: complex geometry, tight tolerances, and volumes that justify steel tooling.
Is HPDC Changing for Large Automotive Structural Parts?
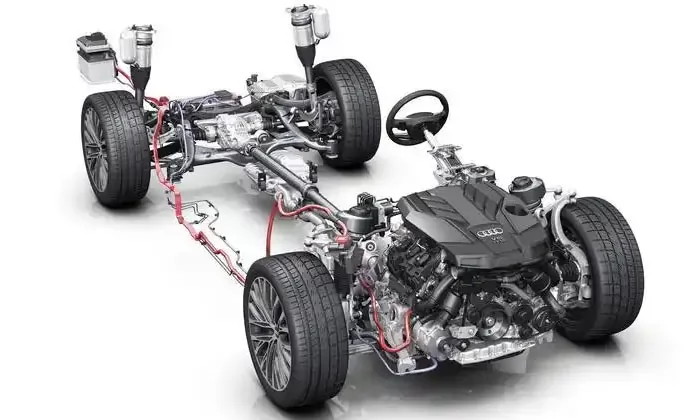
Yes. HPDC traditionally handled small to mid-size aluminum parts. That's shifting.
Automakers are now casting entire vehicle sections, front and rear underbodies, in a single shot. Industry analysts, including Roland Berger, describe this trend, often called megacasting or gigacasting, as one of the more disruptive shifts in vehicle manufacturing. One large casting can replace dozens of stamped and welded parts, cutting assembly steps significantly.
This isn't a new process. It's the same HPDC principle, scaled up with far larger clamping force presses. The physics stays the same. The scale and tooling investment do not.
Not every automaker is moving this direction yet. The tooling cost and repair implications are pushing some to stay with conventional part sizes for now.
Is High Pressure Die Casting the Right Process for Your Project?
Three questions usually settle it.
| Question | Why It Matters |
|---|---|
| What's your production volume? | Tooling cost only pays off at scale, typically several thousand units per year and up |
| What material do you need? | Ferrous metals rule out HPDC entirely |
| How complex is the geometry? | Thin walls and intricate shapes favor HPDC over other casting methods |
If your project fits, the process pays off in speed and consistency. If you'd like the full breakdown, our high pressure die casting process PDF walks through the entire workflow, from tooling design to final part inspection.
Frequently Asked Questions About HPDC
What is high pressure die casting used for?
It's used to produce high-volume, non-ferrous metal parts with complex shapes, thin walls, and tight tolerances. Common applications include automotive housings, electronic enclosures, and medical device components.
Why can't you weld high pressure die cast parts?
HPDC parts often contain trapped gas porosity from the fast fill process. Welding heats the metal enough to expand that trapped gas, which can cause cracking or blowouts at the weld site.
What is the difference between high pressure and low pressure casting?
High pressure casting injects metal in milliseconds under hundreds of bar, suited to thin, complex parts at high volume. Low pressure casting fills more slowly at just a few bar, favoring thicker, more dimensionally stable parts like wheels.
What is the difference between high pressure die casting and forging?
Die casting shapes molten metal inside a mold, allowing complex geometry in one step. Forging shapes solid metal using compressive force, producing denser, stronger parts but with simpler shapes and added machining.
Ready to Start Your HPDC Project?
High pressure die casting turns molten metal into precise, production-ready parts in seconds. It works best when volume, material, and geometry line up with what the process does well. At Innovaw, we build tooling and run production around exactly this fit, matching alloy, die design, and process parameters to your part specifications. If you're evaluating HPDC for an upcoming project, our team can review your design and quote based on your actual volume and geometry. Visit www.innovawcasting.com to get started.
0
Comments
Leave a Comment
Your email address will not be published. Required fields are marked *
Name can't be empty
Email error!
Message can't be empty
😍
😜
😳
😌
😄
😘
😝
😒
😃
😚
😚
😛
😟
😧
😀
😉
😓
😱
😤
😣
😂
😥
😩
😠
😢
😭
😰
😨
😡
😆
😪
😅
😐
😇
😋
😴
👿
😕
😏
😷
😵
😟
😮
😯
😑
👧
👴
😧
😬
😾
👶
👱
👵
👸
🙀
👺
👦
👩
👨
😽
😿
🙈
💩
💥
💤
😼
😹
🙉
🔥
✨
💦
👎
✌
👆
👈
💪
💹
👍
👊
💴
💶
💷
💸
👉
💵
🙏
🌎
🏧
👏
💳
👇
💑
🙆
🙅
💁
👫
👭
🙎
🙇
👑
👔
Submit Comment
Most Popular
-
 Jul 01, 2026Aluminum Die Casting Cost Breakdown: From Material to Machining
Jul 01, 2026Aluminum Die Casting Cost Breakdown: From Material to Machining -
 Jun 23, 202610 Causes and Remedies Every Die Casting Engineer Should Master
Jun 23, 202610 Causes and Remedies Every Die Casting Engineer Should Master -
 Jun 26, 2026Top 10 Aluminium Die Casting Manufacturers and Suppliers in the World
Jun 26, 2026Top 10 Aluminium Die Casting Manufacturers and Suppliers in the World -
 Jun 08, 2026Magnesium vs Aluminum: Weight, Strength, Price & Alloy Comparison
Jun 08, 2026Magnesium vs Aluminum: Weight, Strength, Price & Alloy Comparison




Laster Blogs
-
 Jul 14, 2026Top 10 Precision Aluminium Investment Casting Factories in China
Jul 14, 2026Top 10 Precision Aluminium Investment Casting Factories in China -
 Jul 14, 2026Top 10 Aluminium Gravity Casting Factories and Suppliers in China 2026
Jul 14, 2026Top 10 Aluminium Gravity Casting Factories and Suppliers in China 2026 -
 Jul 10, 2026Top 10 Zinc Pressure Die Casting Manufacturers and Suppliers in the World
Jul 10, 2026Top 10 Zinc Pressure Die Casting Manufacturers and Suppliers in the World -
 Jul 07, 2026What Is High Pressure Die Casting? The Complete HPDC Process Guide
Jul 07, 2026What Is High Pressure Die Casting? The Complete HPDC Process Guide




Request a Quote
Name can't be empty
Email error!
Send Your Message
Note: If you are looking for a job, please send an email to it2@innovaw.com