High Pressure Die Casting (HPDC) is an advanced metal forming process in which molten alloy is injected into a hardened steel die cavity under extremely high pressure and at rapid velocity, then solidified into a finished component. Renowned for delivering consistent dimensional accuracy, excellent surface quality, and the ability to reproduce intricate geometries at scale, HPDC has become the preferred solution across industries that demand lightweight, precision-engineered metal parts — particularly those produced from aluminum, zinc, and magnesium alloys.
Key Advantages of High Pressure Die Casting:
Dimensional Consistency: Delivers repeatable tolerances across large production runs with minimal part-to-part variation.
Production Speed: Extremely short cycle times drive down unit costs significantly in volume manufacturing.
Near-Net-Shape Output: Minimal material waste and reduced downstream machining requirements.
Structural Performance: Produces dense, mechanically robust parts — particularly well suited to aluminum and magnesium components where strength-to-weight ratio is critical.
High Pressure Die Casting at Innovaw
At Innovaw, we are committed to exceeding customer benchmarks across quality, lead time, and product reliability. With fully integrated capabilities spanning engineering consultation, tooling development, casting production, and precision machining, we serve as a single-source partner for customers seeking end-to-end high-pressure die casting solutions.
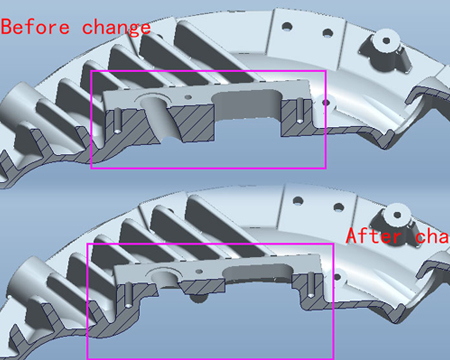
Design for Manufacturing
Before any tooling is cut, our engineering team works directly alongside your product designers to scrutinize component geometry through structured DFM analysis. This collaborative review identifies potential manufacturability risks early, aligns stakeholders on specification requirements, and determines the optimal production approach — preventing costly revisions downstream.
• By applying DFM disciplines rooted in decades of die casting know-how, we simultaneously reduce part cost, eliminate latent quality risks, compress ramp-to-production timelines, and build in the process robustness needed for long-term, sustainable manufacturing.
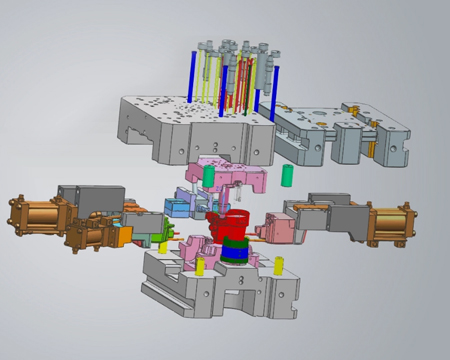
Mold Design and Flow Analysis
Our tooling engineers develop detailed mold designs using professional CAD platforms and validate fill behavior through CAE-based flow simulation. Every design is systematically reviewed from multiple angles — gate location, runner geometry, cooling channel placement, and venting strategy — to anticipate and eliminate casting defects before the first metal is poured.
• Thorough analysis of mold architecture and process variables at the design stage actively reduces risk during live production, protecting both part quality and tooling longevity.
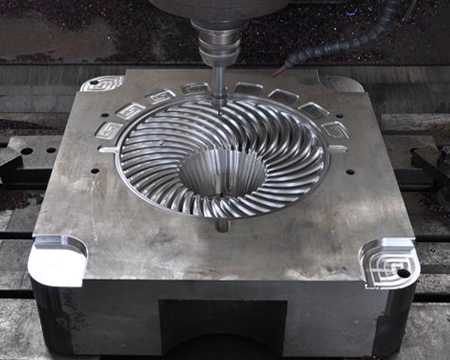
Mold Manufacturing
Once designs are finalized, our in-house toolroom fabricates the complete mold assembly — including cavity and core inserts, runner and gating systems, dedicated venting and cooling circuits, hydraulic slide mechanisms, and ejection systems — all built to the exacting standards that high-pressure die casting demands.
• All tooling is machined on high-specification CNC machining centers, complemented by EDM and wire-cut EDM equipment to achieve the fine detail and surface quality that die casting molds require.
• Trial shots are closely monitored, and mold adjustments are executed promptly based on real casting data — ensuring a fast, reliable path to first-article approval.
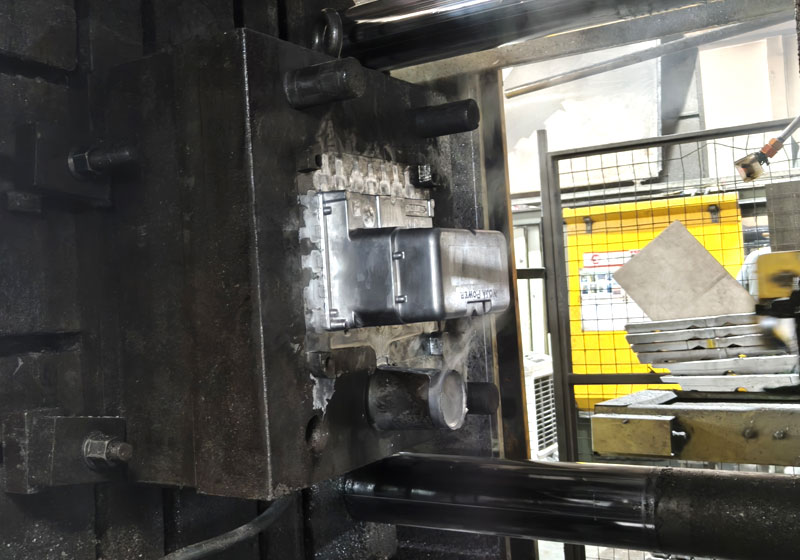
High-Pressure Die Casting Production Line
Our casting floor operates a fleet of 20 hot-chamber and cold-chamber die casting machines ranging from 280 to 3,000 tons of clamping force, sourced from globally recognized equipment manufacturers including Swiss BÜHLER, Japan's Toshiba, and China's L.K.
• Our casting capability covers components ranging from 10×20 mm to 800×1,100 mm in footprint, with part weights between 10 g and 20 kg. The facility maintains a daily throughput of 16–20 metric tons of finished castings.
• Wall sections as thin as 1 mm can be reliably cast, with as-cast dimensional tolerances conforming to ISO 8062 CT Class 5.
Automated Production
Each production cell integrates automated ladling, die lubrication, thermal spray application, and robotic part extraction — removing operator variability from the most critical stages of the casting cycle and ensuring part-to-part consistency across every shift.
• Innovaw's HPDC lines operate fully automatically under normal conditions, with human involvement limited to oversight, sampling, and process adjustment.
• Shot parameters — including melt temperature, injection velocity, cavity pressure, and cooling duration — are governed by closed-loop digital controls that log every cycle for full traceability.
• Live integration with our ERP and MES platforms provides real-time production visibility, enabling accurate delivery commitments and proactive scheduling adjustments for every customer order.
Intelligent Grinding Robot
Our robotic finishing workstation consolidates grinding, deburring, and surface polishing into a single automated sequence. Equipped with advanced force-sensing technology and an adaptive control algorithm, the system self-adjusts in real time to maintain uniform material removal and consistent surface texture — regardless of casting-to-casting geometry variation.
• Throughput exceeds that of manual finishing by more than 300%, while simultaneously delivering tighter dimensional tolerances and eliminating ergonomic risk for operators.
CNC Machining
Our machining department operates over 30 CNC machining centers from world-class manufacturers — including DMG Mori, Yamazaki Mazak, Brother, and Haas — delivering the precision post-processing that transforms near-net-shape castings into fully finished, drawing-compliant components.
• This in-house machining capability means customers receive a complete, ready-to-assemble part from a single supplier — eliminating inter-supplier handoffs, reducing lead time, and simplifying supply chain management.
• Our machining scope covers milling, turning, drilling, tapping, and grinding across a broad range of part geometries, with achievable tolerances down to ±0.008 mm.
High Pressure Die Casting Product Cases
Engineering Vehicle Lampshade
Automotive Parts
Blower Components
Energy Industry
Instrument Holder
Instrumentation
Pump Housing
Automotive Parts
Fan Stator Tube
Energy Industry
Motor Housing
Mechanical Equipment
Material Scope
Innovaw's foundry processes a broad portfolio of casting alloys across the aluminum, magnesium, and zinc families. All materials are sourced and qualified against the major international standard systems — ASTM, JIS, DIN, ENAC, ISO, and GB — ensuring full traceability and compliance for global supply chains. Commonly specified grades include:
HPDC is engineered for the repeatable, high-speed production of non-ferrous metal components with tight tolerances and fine surface finishes. Upon receipt of customer drawings or 3D models, Innovaw's engineers initiate a DFM review to confirm part suitability and design the corresponding mold. Production then follows a structured, closely monitored sequence:
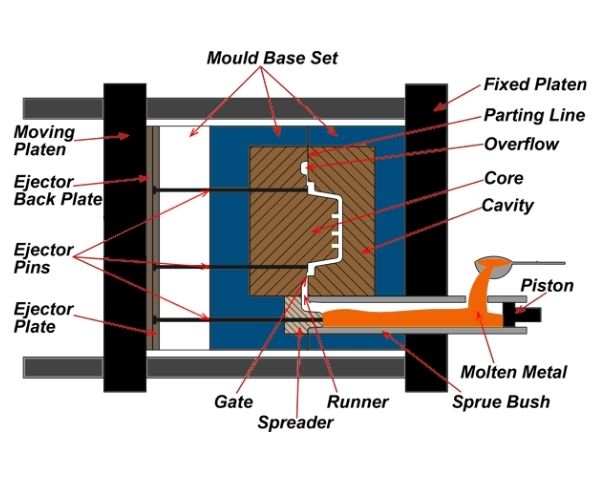
The die set is installed on the machine, then thoroughly cleaned, preheated to operating temperature, and coated with release agent to facilitate smooth metal flow and protect tooling surfaces.
Alloy ingots are charged into a dedicated holding furnace and melted to the specified temperature; a robotic arm transfers precisely metered ladlefuls of melt to the shot sleeve.
A hydraulic plunger drives the molten metal into the closed die cavity at injection pressures typically ranging from 10 to 170 MPa.
The alloy travels at high velocity through the runner system, filling even the most intricate cavity features before significant solidification can occur — enabling ultra-thin walls and complex internal geometry.
Intensification pressure is held as the casting solidifies rapidly against the temperature-controlled die surfaces.
The die opens on cycle completion; ejector pins advance to release the casting, which a robotic arm transfers directly to a cooling conveyor.
Operators or automated trim presses remove the runner system, overflow wells, and any flash from the casting periphery.
Parts proceed through any required secondary operations — CNC machining, leak testing, surface treatment, or coating — before final inspection and shipment.
High Pressure Die Casting FAQs
Q1. Which metals are compatible with high pressure die casting?
HPDC is primarily suited to non-ferrous alloys with relatively low melting points. Ferrous metals are rarely processed this way because the extreme temperatures accelerate die wear to an economically unviable degree. The three dominant material families in commercial HPDC are:
1. Aluminum alloys (e.g., ADC12, A380): the most widely specified HPDC material, valued for its combination of low density, good thermal and electrical conductivity, natural corrosion resistance, and excellent flow characteristics that enable thin-walled, geometrically complex parts to be formed reliably.
2. Zinc alloys (e.g., ZAMAK series, ZA-8): exceptionally fluid in the molten state and cost-effective to process, zinc is the preferred choice for small, high-precision components requiring fine detail reproduction and tight tolerances.
3. Magnesium alloys (e.g., AZ91D): the lightest structural metal alloys available, used where maximum weight reduction is paramount — including aerospace structures, medical devices, and premium consumer electronics enclosures.
Q2. Is high pressure die casting faster than alternative casting processes?
In terms of per-cycle production speed, HPDC is significantly faster than virtually every competing casting method. Several factors drive this advantage:
1. Rapid solidification: metal dies extract heat far faster than sand or investment molds, compressing cycle times from minutes to seconds — a single shot cycle for small aluminum parts may complete in as little as 15–30 seconds.
2. Reduced secondary operations: the superior as-cast surface finish and dimensional accuracy of HPDC parts typically require less machining and hand finishing than sand cast or gravity cast equivalents.
3. High automation compatibility: HPDC integrates naturally with robotic handling and automated process control, enabling uninterrupted multi-shift production with minimal operator input.
4. Durable tooling: high-quality H13 steel dies withstand tens of thousands of shots before refurbishment is needed, supporting sustained high-volume output without interruption.
One important consideration is lead time to first production: mold design and manufacturing typically require several weeks, and initial trials and qualification add additional time. For medium-to-high volume programs, however, HPDC delivers the lowest overall cycle time and unit cost of any casting route.
Q3. What distinguishes high pressure die casting from low pressure die casting?
Feature
Low-Pressure Die Casting
High-Pressure Die Casting
Pressure
Low (0.1–1 MPa)
High (10–200 MPa)
Cycle Speed
Slower
Significantly faster
Surface Quality
Good
Excellent
Part Density
Higher density, superior fatigue life
Good density; optimized for thin walls
Geometric Complexity
Moderate
High
Typical Use Cases
Structural, load-bearing components
Lightweight, precision, high-volume parts
In essence, low-pressure die casting uses controlled, gentle pressure (0.1–1 MPa) to fill the mold from below, producing denser microstructures and stronger mechanical properties — well suited to safety-critical structural parts. High-pressure die casting applies aggressive injection pressure (up to 200 MPa), enabling rapid cavity filling, thinner walls, more intricate geometry, and faster cycle times, with the trade-off of slightly higher porosity risk in very thick cross-sections.
Q4. What is the difference between cold chamber and hot chamber die casting?
Parameter
Cold Chamber Die Casting
Hot Chamber Die Casting
Melt Holding
Separate external furnace
Furnace integral to machine
Injection Speed
Moderate
Fast
Automation Level
Medium
High
Compatible Alloys
Higher-melting metals (Al, Mg, Cu)
Lower-melting metals (Zn, Sn, Mg)
Machine Wear
Lower (injection system not immersed)
Higher (plunger immersed in melt)
Ideal Applications
Medium-to-large structural parts
Small, high-volume precision parts
Both are high-pressure processes; the key distinction lies in where the metal is held and how it reaches the shot sleeve.
Cold chamber die casting keeps the molten alloy in a separate holding furnace. Each cycle, a measured volume is ladled — manually or robotically — into the machine's shot sleeve, and a hydraulic plunger injects it into the die. Because the injection components are not permanently submerged in hot metal, this configuration handles higher-melting alloys (aluminum, magnesium, copper) without accelerated machine wear. It is the standard process for aluminum die casting and accommodates larger, more complex parts.
Hot chamber die casting integrates the holding furnace directly into the machine. The plunger and gooseneck mechanism remain submerged in the molten metal bath, drawing a fresh charge and injecting it on every cycle without any external transfer step. This enables very fast cycle rates and a high degree of automation, but limits material compatibility to lower-melting alloys — principally zinc and certain magnesium grades — because higher temperatures would rapidly degrade the submerged components.
Q5. How do I know whether high pressure die casting is the right process for my product?
For sourcing professionals evaluating manufacturing routes, HPDC offers a compelling combination of speed, precision, and cost scalability — but it is not universally the optimal solution. The following criteria indicate strong HPDC suitability:
1. Which product characteristics point toward HPDC?
Geometric complexity combined with weight sensitivity: components featuring thin walls, internal cavities, drafted surfaces, integrated bosses, or undercuts — common in automotive structural brackets, consumer electronics housings, and industrial enclosures — are natural candidates. Achieving these features through machining alone would be prohibitively expensive.
As-cast surface as a functional or cosmetic surface: where the part face is visible in the final assembly (luminaire bodies, instrument panels, device shells), HPDC's inherently fine surface texture often eliminates the need for intermediate grinding, reducing processing steps and cost.
Production volume justifying tooling investment: HPDC molds require meaningful upfront capital, but per-unit cost falls steeply with volume. Programs exceeding several thousand pieces annually typically find HPDC highly cost-competitive against both machining and sand casting.
Material specifications demanding strength-to-weight performance: aluminum and magnesium HPDC parts satisfy the mechanical and weight targets required by electric vehicle platforms, aerospace secondary structures, and next-generation industrial equipment.
2. What makes HPDC advantageous over competing processes?
Speed and precision in a single operation: by injecting metal at high velocity into a precision steel die, HPDC fills complex geometries completely while minimizing porosity and shrinkage, delivering dimensional accuracy that often satisfies drawing requirements without additional machining.
Favorable economics at scale: while tooling cost is higher than sand casting, the low variable cost per shot makes HPDC increasingly cost-effective as volumes grow — a crossover that typically occurs well below the volumes required for investment casting.
High material efficiency: sprues and runners are fully recyclable, post-casting scrap rates are low, and the near-net-shape output reduces raw material consumption compared to machined-from-billet alternatives.
Superior structural characteristics: the rapid solidification inherent to HPDC refines grain structure, producing microstructures with favorable tensile strength, fatigue resistance, and pressure tightness.
Whether your program involves lightweight structural components for new energy vehicles, precision enclosures for 3C electronics, or functionally demanding parts for industrial machinery, HPDC's combination of efficiency, accuracy, and scalability offers a proven route from design to volume production.